Перед початком процесу TIG зварювання, необхідно правильно заточити вольфрамовий електрод, при чому, технологія заточування електродів для зварювання на постійному і змінному струмі відрізняється.
При зварюванні на постійному струмі вольфрамовий електрод необхідно заточити таким чином, щоб кінчик електроду мав вигляд зрізаного конусу (притуплення повинно складати 0,2 – 0,3 мм), висота конусу заточування дорівнює 2-3 діаметра електроду. Таке заточування необхідно для кращого фокусування дуги, зменшення розсіювання тепла від дуги та точності позиціонування.
При зварюванні алюмінію кінчик електрода повинен бути дещо заокруглений приблизно на 0,75 діаметру електроду, а висота конусу заточування має становити 2 діаметри електроду. Це пов’язано з використанням змінного струму при зварюванні – заокруглення сприяє підвищенню стабільності горіння дуги.

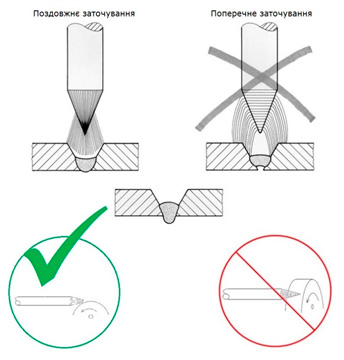
Також необхідно пам’ятати про напрям заточування електроду – риски від заточування мають бути вздовж електроду, так як при поперечному заточуванні дуга буде розфокусованою, що значною мірою ускладнить зварювання.