Перед началом процесса TIG сварки, необходимо правильно заточить вольфрамовый электрод, причем, технология заточки электродов для сварки на постоянном и переменном токе отличается.
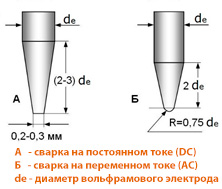
При сварке на постоянном токе вольфрамовый электрод необходимо заточить таким образом, чтобы кончик электрода был сформирован в виде срезанного конуса (притупление должно составлять 0,2 - 0,3 мм), высота конуса заточки равна 2-3 диаметра электрода. Такая заточка нужна, чтобы лучше сфокусировать дугу, снизить рассеивание тепла от дуги и повысить точность позиционирования.
При сварке алюминия кончику электрода придают закругленную форму (примерно на 0,75 диаметра электрода), а высота конуса заточки должна составлять 2 диаметра электрода. Это связано с использованием переменного тока при сварке - закругление повышает стабильность горения дуги.
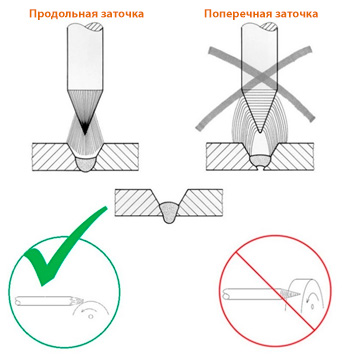
Также необходимо помнить о направлении заточки электрода - риски от заточки должны располагаться вдоль электрода, поскольку при поперечной заточке дуга расфокусируется, что в значительной мере усложнит сварку.