

")
Скоро в продаже. Jasic TIG-315P ACDC (E202). Функции и особенности
НОВОЕ ПОКОЛЕНИЕ МНОГОФУНКЦИОНАЛЬНЫХ ACDC АППАРАТОВ ДЛЯ АРГОНОДУГОВОЙ СВАРКИ
– TIG-315P ACDC (E202)
ФУНКЦИОНАЛЬНЫЕ ОСОБЕННОСТИ:
• Подключение жидкостного охлаждения
• Система напоминания о соответствии сварочного тока диаметру вольфрамового электрода
• Высокочастотный поджиг дуги
• Разъем для подключения педали
• Сбалансированные параметры сварки
• Высокая надежность
• Цифровой контроль
• Соответствует директивам европейских стандартов
• ММА сварка кислыми и основными электродами
• Прогрессивная система охлаждения
• Автоматическое сохранение режимов работы
• Улучшенный поджиг дуги
• Компактные размеры
• Малый вес
• Функция горячего старта в режиме ММА
• Форсаж дуги в режиме ММА
• Функция антизалипания в режиме ММА
• Высокий уровень безопасности, благодаря функции VRD
ПРЕИМУЩЕСТВА:
• Абсолютно новый многофункциональный сварочный аппарат
• Новая цифровая система управления
• Высокая надежность
• Усовершенствованный интерфейс
• Безупречная функция автоматической защиты
• Автоматическое сохранение режимов работы оборудования
• Расширенная функция хранения/вызова режимов сварки
МНОГОФУНКЦИОНАЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ TIG-315P ACDC - ЭТО СОВРЕМЕННОЕ ОБОРУДОВАНИЕ, С ПОМОЩЬЮ КОТОРОГО МОЖНО ВЫПОЛНЯТЬ:
• аргонодуговую TIG сварку на переменном токе АС;
• аргонодуговую TIG сварку на переменном токе АС с режимом пульсации;
• аргонодуговую TIG сварку на постоянном токе DС;
• аргонодуговую TIG сварку на постоянном токе DС с режимом пульсации;
• гибридную аргонодуговую сварку при сочетании переменного и постоянного тока;
• ручную дуговую сварку MMA (постоянный DC и переменный AC ток);
• точечную TIG сварку (постоянный DC и переменный AC ток).
Кроме того, при сварке на переменном токе АС, есть возможность выбирать форму волны сварочного тока:
Прямоугольная: большая скорость изменения полярности, высокая дуговая устойчивость, отличные динамические характеристики, повышенная способность к очищению оксидной пленки. Прямоугольная форма волны широко используется для сварки алюминиевых сплавов с магнием.
Треугольная: уменьшение тепловложения в основной металл, как следствие, уменьшение деформации после сварки. Треугольная форма волны используется при сварки тонких материалов.
Синусоидная: более плавное и мягкое сварка с пониженным уровнем помех, идеально подходит для сварки средних толщин.
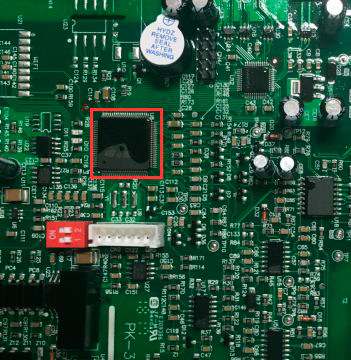
НОВЕЙШАЯ ЦИФРОВАЯ СИСТЕМА УПРАВЛЕНИЯ
В сварочном аппарате TIG315PACDC используются международные передовые технологии цифрового управления MCU. Сварочные процессы под постоянным контролем программного обеспечения, что дает возможность получать непревзойденное качество сварки, с легкостью модернизировать оборудование в соответствии с требованиями сварки и беспрепятственно осуществлять его обслуживание.
Преимущества цифрового управления:
1. Высокая воспроизводимость и стабильность процессов сварки;
2. Точность управления параметрами;
3. Высокие динамические характеристики;
4. Экспертная база параметров, благодаря которым достигается высокое качество сварки.
ВЫСОКАЯ НАДЕЖНОСТЬ
Чтобы быть уверенными, что оборудование будет работать в самых тяжелых и непредсказуемых условиях был проведен комплекс тестов, среди которых:
- Тестирование на защищенность от металлической пыли. Основные компоненты сварочного аппарата TIG-315P ACDC герметично закрыты, поэтому тестирование при запыленности комнаты 20-25 кг/ч в течение 90 минут успешно пройдено;
- Долгосрочный тест на нагрузку происходит при подключении оборудования к электрической сети переменного тока 400В ± 15%. Оборудование должно непрерывно работать при номинальной нагрузке 24 часа и при температуре окружающей среды 40 °C;
- Вибрационный тест. Оборудование не имеет никаких повреждений или отклонений по параметрам сварки после прохождения вибрационного теста в течение 8 часов, частота вибрации составляет от 5Гц до 150Гц.
- Тест на зажигание дуги. Выполняется с помощью TIG горелки, причем, расстояние между вольфрамовым электродом и заготовкой составляет 8 мм. Коэффициент успеха зажигания составляет 99%. При температуре окружающей среды ниже -10 ℃ (расстояние между вольфрамовым электродом и заготовкой составляет 4 мм), коэффициент успеха зажигания составляет 99%;
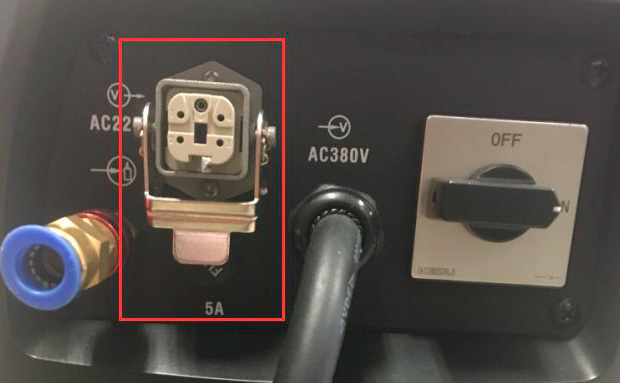
- Тест на водонепроницаемость. Сварочный аппарат TIG315PACDC работает без сбоев и ошибок при распылении на него воды.

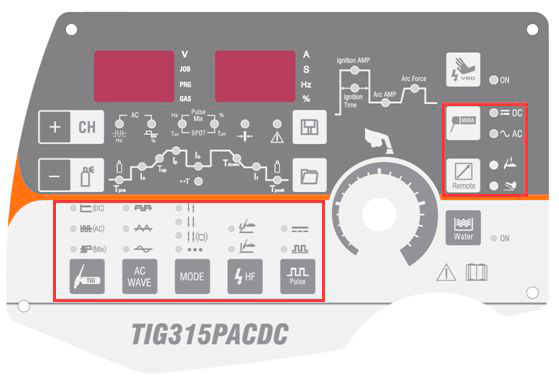
УСОВЕРШЕНСТВОВАННЫЙ ГРАФИЧЕСКИЙ ИНТЕРФЕЙС
В сварочном аппарате TIG-315P ACDC используется общепринятый международный графический интерфейс. Благодаря применению именно такого типа интерфейса использование аппарата простое и интуитивно понятное, а также обеспечивается легкое управление параметрами сварочного процесса.
БЕЗУПРЕЧНАЯ ФУНКЦИЯ АВТОМАТИЧЕСКОЙ ЗАЩИТЫ
Встроенный комплекс автоматической защиты предупреждает повреждение оборудования от перегрева (ОС), короткого замыкания в оборудовании (ОС) и скачков напряжения в сети питания (OV). В случае возникновения аварийного случая на дисплей TIG-315P ACDC выводится сообщение об ошибке и ее код.

ФУНКЦИЯ АВТОМАТИЧЕСКОГО СОХРАНЕНИЯ РЕЖИМОВ РАБОТЫ ОБОРУДОВАНИЯ
Во время работы аппарат фиксирует каждое включения, время работы общий и время работы на определенном режиме, а также уведомления об ошибках или срабатывания автоматической защиты, эта информация хранится в FLASH память. Когда нужно обслуживать или ремонтировать аппарат оператор может просмотреть общее количество включений аппарата, общее время работы или время работы в конкретном режиме, например, в MMA, также доступна информация о количестве и типе ошибок.
РАСШИРЕННАЯ ФУНКЦИЯ ХРАНЕНИЯ/ВЫЗОВА РЕЖИМОВ СВАРКИ
Оборудование имеет многоканальную функцию хранения режимов сварки, которая может хранить до 50 групп режимов и может быть использована в любое время. Параметры автоматически сохраняются во время работы и не удаляются при отключении оборудования. При повторном включении оборудование, оборудование перейдет в режим, который был установлен до выключения.
ПРОГРЕССИВНОЕ ОХЛАЖДЕНИЕ
В системе охлаждения используется интеллектуальный вентилятор, который включается только при сильном нагревании оборудования во время работы. За счет интеллектуального вентилятора увеличивается экономия энергии, уменьшается шум от оборудования, а также уменьшается количество пыли, попадающей внутрь оборудования, таким образом продлевая срок эксплуатации.
ПОДКЛЮЧЕНИЕ ЖИДКОСТНОГО ОХЛАЖДЕНИЯ
Когда ток сварки превышает 200А необходимо использовать горелку с жидкостным охлаждением, чтобы не допустить повреждения горелки. Оборудование автоматически анализирует значение сварочного тока, продолжительность работы и наличие блока охлаждения. При сварке на высоком значении тока более 5 минут, без использования блока охлаждения, система интеллектуального управления выключит оборудование.
СВАРОЧНЫЕ ОБРАЗЦЫ
| Стыковое соединение, толщина основного металла 2,0 мм Прямоугольная форма волны с пульсациями TIGP Максимальный ток: 155А Базовый ток: 51A Баланс полярности переменного тока 35% Частота переменного тока 70Гц Частота пульсации: 1,7Гц Ширина пульсации 40% | |
Синусоидная форма волны ТIG Номинальный ток: 80А Баланс полярности переменного тока 40% Частота переменного тока 80Гц | |
Треугольная форма волны ТIG Номинальный ток: 55A Баланс полярности переменного тока 35% Частота переменного тока 90Гц | |
Прямоугольная форма волны MixTIG Номинальный ток: 95A Баланс полярности переменного тока 35% Частота переменного тока 70Гц Частота смешивания: 2,0Гц Рабочий цикл постоянного тока: 20% |