Как правильно подать пруток в зону сварки. Особенности формирования шва при TIG-сварке.
В большинстве случаев, при аргонодуговой TIG сварке необходимо подавать присадочную проволоку в сварочную ванну для формирования валика шва и создания прочного неразъемного соединения. Обычно присадочная проволока (пруток) должна быть похожей по химическому составу и физическим свойствам на основной металл, однако существуют определенные исключения при особых требованиях к сварному шву или при сварке специальных материалов.
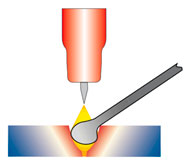
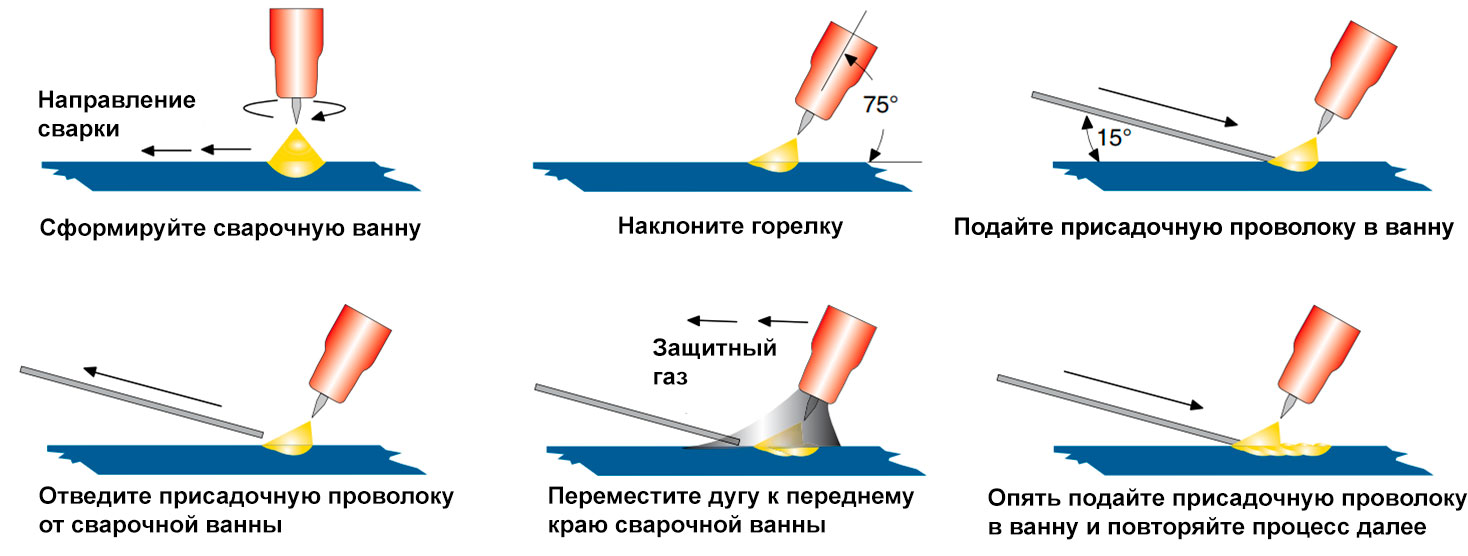
Настройте соответствующий режим работы оборудования, отрегулируйте подачу защитного газа, проверьте правильность работы средств индивидуальной защиты, поднесите TIG горелку к заготовке таким образом, чтобы кончик вольфрамового электрода находился на расстоянии 2-3 мм от нее. Нажмите кнопку запуска на горелке. После зажигания дуги, держите сварочную горелку на месте, тем самым разогревая металл, пока не будет создана сварочная ванна. С помощью круговых движений горелкой можно достичь создания сварочной ванны необходимого размера. Когда образуется сварочная ванна, наклоните горелку примерно под углом 75° и начинайте медленно и плавно двигаться вдоль воображаемой линии направлении сварки. Начинайте вводить присадочный провод к передней кромки сварочной ванны.
Присадочную проволоку обычно удерживают под углом примерно 15° и подают в передний край ванны. Сварочная дуга расплавляет присадочную проволоку и происходит заполнение и формирование шва. Для контроля равномерности формирования шва, присадочную проволоку нужно вводить не непрерывно, а ступенчато с равномерным интервалом и интенсивностью.
При сварке важно удерживать оплавленный конец присадочной проволоки внутри зоны газовой защиты, чтобы исключить его окисление и загрязнение сварного шва.