


Горелка для MIG/MAG сварки. Правильная последовательность сборки.
Горелка MIG/MAG для механизированной ручной сварки, горелка полуавтомата или рукав для полуавтомата – это основной инструмент сварщика при механизированной сварке. На сегодняшний день горелки в основном разделяют по мощности, величине сварочного тока, типу и диаметру проволоки, типу охлаждения (воздушное или жидкостное) и длине шланг-пакета. Горелки – это устройства без самостоятельного функционала, они используются исключительно в тандеме с источником сварочного тока и подающим механизмом.

К особенной разновидности горелок MIG/MAG относятся горелки типа Push-Pull, в которые встроен механизм подачи сварочной проволоки и закреплена кассета с проволокой, при этом подающий механизм сварочного аппарата не используется. Обычно горелки Push-Pull применяют при сварке проволоками малого диаметра или мягкими проволоками из алюминия или сплавов на его основе. Использование горелок Push-Pull позволяет работать на удалении более 5 метров от источника.
Сварочная MIG-MAG горелка состоит из трех основных узлов: центрального разъема для подключения к сварочному аппарату; шланг-пакета, который содержит управляющие провода, силовой кабель, направляющую спираль для проволоки и шланг для подвода защитного газа; а также рабочей части горелки. Обычно размер шланг-пакета составляет от 2.5 до 5 метров.
На примере горелки типа Pana QTB-500A рассмотрим конструкцию и последовательность сборки горелок MIG/MAG для механизированной дуговой сварки. Горелка Pana QTB-500A – это горелка с воздушным охлаждением, максимальный ток сварки составляет 500А, диаметр сварочной проволоки от 0.8 до 1.6 мм, рабочий цикл (ПВ) – 60%.
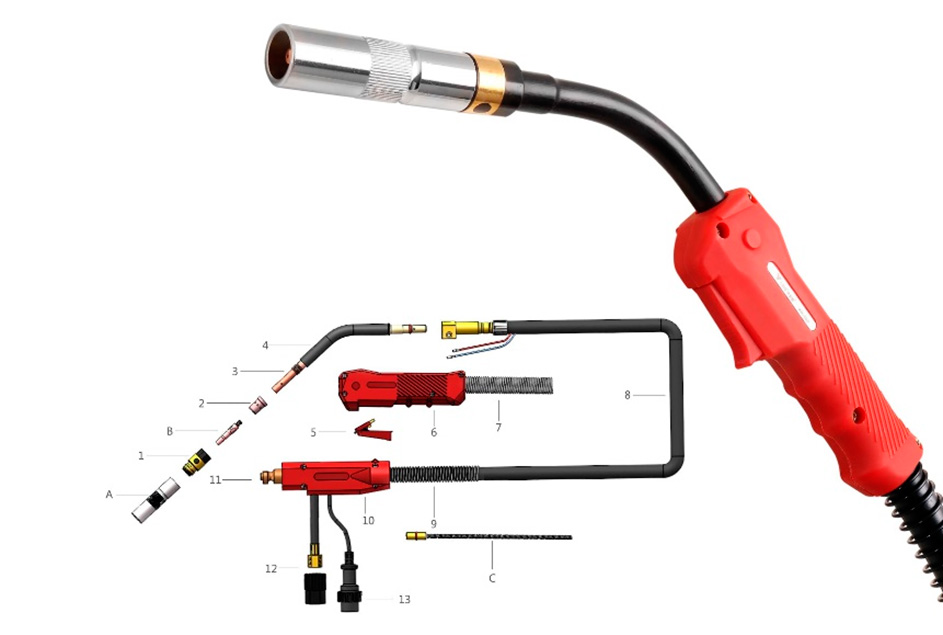
А – сопло газовое; В – наконечник токоподводящий; С – направляющий канал
- подкладка
- диффузор
- держатель наконечника
- гусак
- кнопка
- передняя рукоятка
- передний пружинный кожух
- шланг-пакет
- задний пружинный кожух
- задняя рукоятка
- силовой контакт
- газовый шланг
- кабель управления
Чтобы продлить срок службы рекомендуется применение специальных антипригарных средств, таких как спреи или пасты, недопустима работа с превышением номинальных технологических характеристик, а также постоянный контроль степени износа деталей. Изношенные комплектующие (наконечники, вставки, каналы, сопла и т.д.) должны своевременно заменяться, а при их подборе нужно следить за тем, чтобы токосъемный наконечник и направляющий канал соответствовали размеру сварочной проволоки.
Во время работы необходимо контролировать состояние и степень износа токосъемного наконечника, сопла и подающего канала и, по мере необходимости, очищать их от налипших частиц металла. Чтобы не допускать деформации гусака горелки и сопла, работайте аккуратно и избегайте ударов соплом (горелкой) по металлу во время сварки. Сварка, техническое обслуживание, очистка и ремонтные работы должны производиться только квалифицированным персоналом.
Во время сварки, для наилучшей защиты сварщика, используйте соответствующие защитные рукавицы и защитную сварочную маску.


