Распредление потока защитного газа по зонам.
Особенности формирования потока защитного газа.



Распредление потока защитного газа по зонам.
Особенности формирования потока защитного газа.
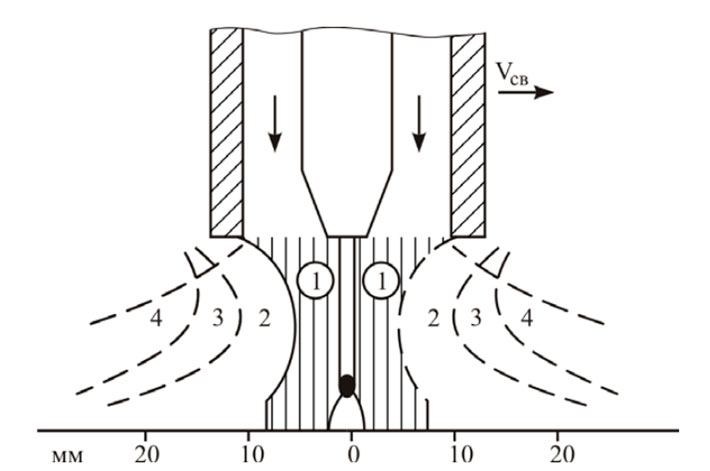
Для защиты шва при полуавтоматической (MIG/MAG) сварке, применяется защитный газ, который является ключевым фактором в получении качественного сварного соединения. В большинстве случаев газ подается через сопло горелки в зону сварки. Когда газ вытекает из сопла горелки, он образует турбулентный поток, в результате чего происходит частичное перемешивание защитного газа с воздухом, однако только внутренняя зона 1 потока состоит из чистого защитного газа, длина данной зоны составляет 1,5-4 диаметра сопла горелки. В зоне 2 к потоку добавляется + 10% воздуха, зоне 3 - 60% воздуха, зоне 4 - 80% воздуха. Поэтому, чтобы обеспечить надежную защиту зоны сварки необходимо учитывать данный фактор, а также вид защитного газа, тип сварного соединения, скорость сварки и порывы воздуха в окружающей среде.